-

-
衡水中创止水材料有限公司
遇水膨胀止水环-遇水膨胀止水胶,遇水膨胀止水条生产厂家 - 咨询热线:窦先生
13932879450

热门搜索:



止水带热熔器怎么使用-止水带热熔焊机
我厂主要产品有双组份聚硫密封胶、单组份聚硫密封胶、双组份密封胶、单组份密封胶、GB复合盖板、GB三复合橡胶盖板、GB三复合橡胶保护盖片、GB三元乙丙复合橡胶板、三元乙丙防渗保护盖片、三元乙丙增强型SR防渗盖片、三 元乙丙复合橡胶板、三元乙丙复合遮盖带、橡胶止水带、PVC塑料止水带、聚*烯闭孔泡沫板、桥梁支座、桥梁伸缩缝,遇水膨胀止水条,桥梁伸缩缝等橡胶产品,被许多大中型工程所采用,价位低,规格全,**。

止水带热硫化连接的使用方法是在两条橡胶止水带搭接处放入止水带连接生胶片,控制温度、时间,用硫化连接机进行连接,连接机对止水带搭接接头进行加热加压,使位于两个止水带接头之间的生胶片熔化,生胶片与橡胶止水带接头处的硫化胶材料相似,亲和作用力大,生胶片里的硫化剂扩散到接触界面,与硫化胶内剩余的双键发生交联反应,形成共硫化体系,使接头处连为一体。再通过足够的挤压力,实现两条止水带之间的紧密粘接,从而达到止水带热硫化连接的要求。
橡胶止水带热熔焊接机联系方式

止水带端头切割整齐并打磨平整,上下对正→在止水带接缝位置放置止水带生胶片(宽10cm,长35cm)→用手将接缝处生胶片压实密贴→接通电源,对焊机进行预热→将止水带平铺在焊机底板上,位置对正→夹紧模具,用手轮进行锁紧→接通热硫化焊机,温度调整到145℃→将加热时间调整为10分钟,凉凉时间调整为8分钟到指示灯亮起→关闭电源→对止水带连接质量进行检查,合格后进行止水带安装。
止水带热熔焊机焊接工艺原理
准备阶段
在进行止水带连接工作前应做好准备工作,工作场地应清扫现场易燃易爆物品、强热源、油类或强烈氧化作用溶剂等,保持场地整洁。准备好磨光机及连接设备,采用的连接设备的止水带连接机。**将水箱内所有配件取出,把水泵放好,并向水箱注水,注水后水箱水位应**水泵,**出水口。然后将热硫化焊机进行线路连接,热硫化焊机采用两相电源,电源线与温控箱电源接头连接,将控制电箱与连接模具进行连接,再将连接模具打开,上下两面均匀涂刷机油,防止机具在高温条件下与止水带粘结。将两条止水带接头切割整齐,用磨光机将需要练接的两个接头上的胶梗及污渍全部打磨,使止水带粘合面平整且无污渍。纵向打磨长度为10~15cm。
止水带热硫化焊机焊接图片
橡胶止水带热硫化连接时间短、**,全程自动化,使用方便。事先接通电源,对焊机进行预热,预热的温度没有固定的标准,可根据现场气温的高低以及施工条件来定,一般的情况下预热不过20分钟。先将一条止水带接头放入热熔模具中,使其打磨面朝上水平放置,取出生胶片(生胶片是随焊机一起购买配置),生胶片长约35cm,宽10cm,将其粘在止水带上,然后将另一条止水带打磨面朝下放置,位置对正,与 一条止水带搭接长度不小于10cm,用手将止水带与生胶片压实密贴,夹紧模具,并用手轮锁紧。将水泵电源接通,在热硫化焊机温度控制箱的温度调节器上将热硫化焊机加热温度调为145℃,将加热时间调整到10分钟左右,将凉凉固化时间调整到8分钟左右,按下电源开关,再按下启动开关,连接机开始工作,待到指示灯亮起,连接完成,拆除加固装置检查接缝处质量。
平板式橡胶接头热熔焊机安装图片
由于橡胶止水带在工程施工缝中具有重要作用,应严格控制其连接接头质量。连接质量的控制应该从下面几个方面注意:
(1)作业工人须熟悉使用流程,工具准备到位。橡胶止水带接头热硫化连接使用人员须经过培训,培训合格后方可进行施工;
(2)清扫热熔连接场地周围存在的易燃易爆物品、强氧化剂、油类等物品,防止橡胶止水带受到氧化侵蚀和污染。热熔连接不宜在低温环境施工,适宜温度在5℃~30℃范围内;
(3)止水带连接前需对连接位置的两端止水带进行打磨处理,使其表面清洁,宽度不小于10cm。热熔连接接前,止水带摆放时止水带肋纹应与底板对应凹槽对齐,连接时需控制好焊 接温度,防止温度过高造成止水带起泡;
(4)热粘结后行外观检查,主要检查接头处是否平整,有无烧焦、炭化现象等,要对接头进行质量抽检,接头的抗拉强度不得**母材抗拉强度的50*。橡胶止水带接头处须焊 接密实,如发现有缝隙则需重新进行加热连接,以止水带接头质量满足工程需要。
总之,止水带热硫化连接机使用方便,连接温度可自动控制,连接接头平顺、牢固,确保了止水带连接质量,性能好。
我公司可提供橡胶止水带、钢边橡胶止水带、双组份聚硫密封胶、单组份密封胶、嵌缝胶、双组份聚硫密封胶、橡胶止水条、制品型遇水膨胀止水条,面板坝材料,GB柔性填料,SR塑性填料,道路灌封胶,沥青路面裂缝胶,一次性注浆管、可重复注浆管等道路桥梁材料.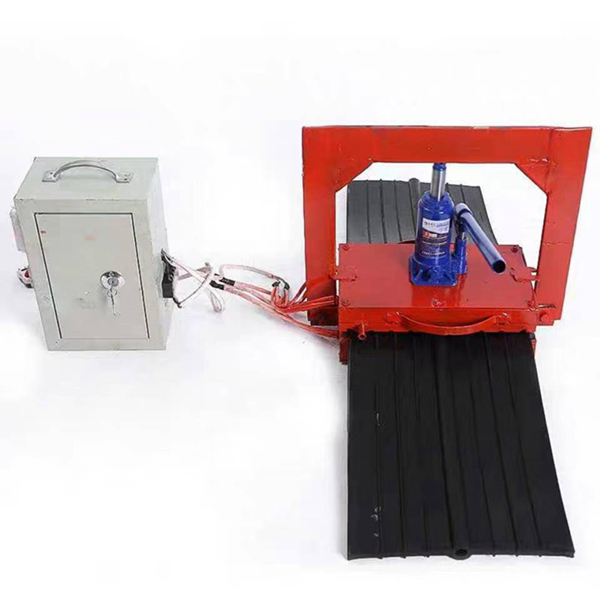
衡水中创止水材料厂家本着“以客为先,薄利多销,利益共享”的原则,以合理的价位,良好的品质,良好的服务,赢得客户的信赖。客户至上,品质为先是我们的理想和不懈的追求。我们衷心希望与广大用户竭诚合作,实现互利双赢。